资源概况
购买将获得:完整无水印设计报告+PLC程序梯形图+电气接线图等
其他注意:一经购买,概不退款,不提供指导,每年数量有限,售完为止。
资源介绍(截取部分,完整请购买)



摘 要
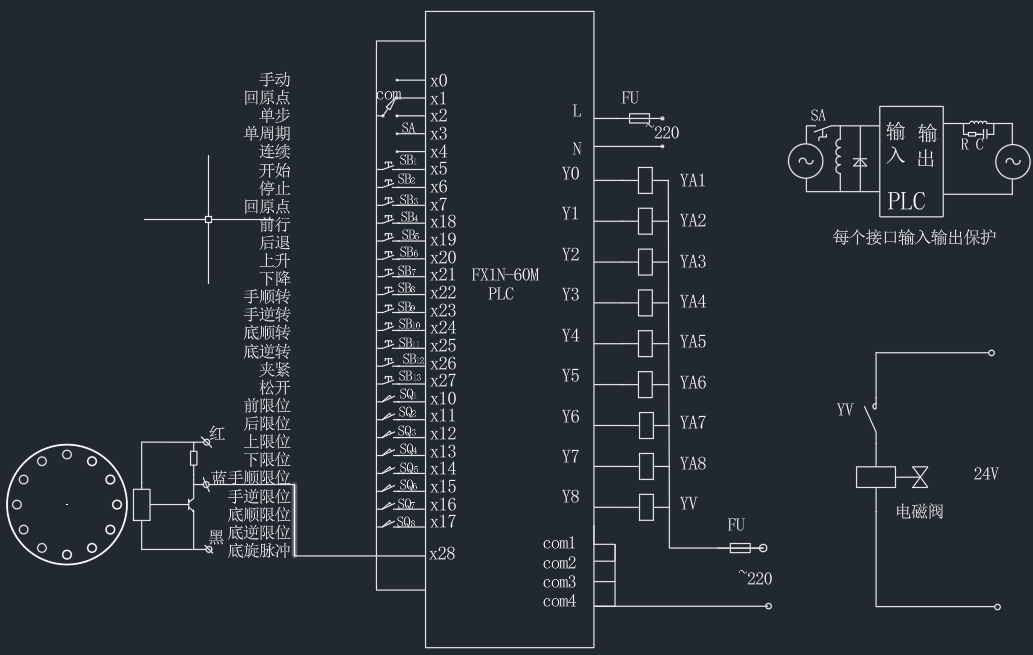
在工业生产和其他领域内,由于工作的需要,人们经常受到高温、腐蚀及有毒气体等因素的危害,增加了工人的劳动强度,甚至于危及生命。工业机械手就这样诞生了,机械手是工业机器人系统中传统的任务执行机构,是机器人的关键部件之一。电气方面有电机、开关电源、电磁阀、等电子器件组成。该装置涵盖了可编程控制技术,位置控制技术、气动技术等,是机电一体化的典型代表仪器之一。本文介绍的机械手是由PLC输出四路来分别驱动横轴、竖轴、底盘转动、手转动电机,控制机械手横轴、竖轴和手爪顺逆旋转的精确定位,微动开关将位置信号传给PLC主机;电机拖动底盘旋转;电磁阀控制气阀的开关来控制机械手手爪的张合,从而实现机械手精确运动的功能。本文设计的工业机械手模型可在空间抓放物体,动作灵活多样,可代替人工在高温和危险的作业区进行作业,并可根据工件的变化及运动流程的要求随时更改相关参数。
关键词:可编程控制器PLC,机械手,电机,任意位置
第1章 机械手各功能实现形式与控制方式
1.1机械手概述
工业机械手是近几十年发展起来的一种高科技自动化生产设备。工业机械手是工业机器人的一个重要分支。其特点是可通过编程来完成各种预期的作业任务,在构造和性能上兼有人和机器各自的优点,尤其体现了人的智能和适应性。机械手作业的准确性和各种环境中完成作业的能力,在国民经济各领域有着广阔的发展前景。
机械手技术涉及到力学、机械学、电气液压技术、自动控制技术、传感器技术和计算机技术等科学领域,是一门跨学科综合技术
其余完整内容详见下载
1.2本机械手模型的机能和特性
物体在三维空间内的禁止位置是由三个坐标和围绕三轴旋转的角度来决定的,因此,抓握物体的位置和方向能从理论上求得。根据资料的介绍,如果采用机械手,其机能要接近于人的上肢,则需要具有27个自由度,而每一个自由度至少要有一根“人造肌肉”来控制。我们不要那么多自由度,因为根据实际情况而言,控制的自由度越多,其各个部分也就越复杂,相应的制造成本也就增加。
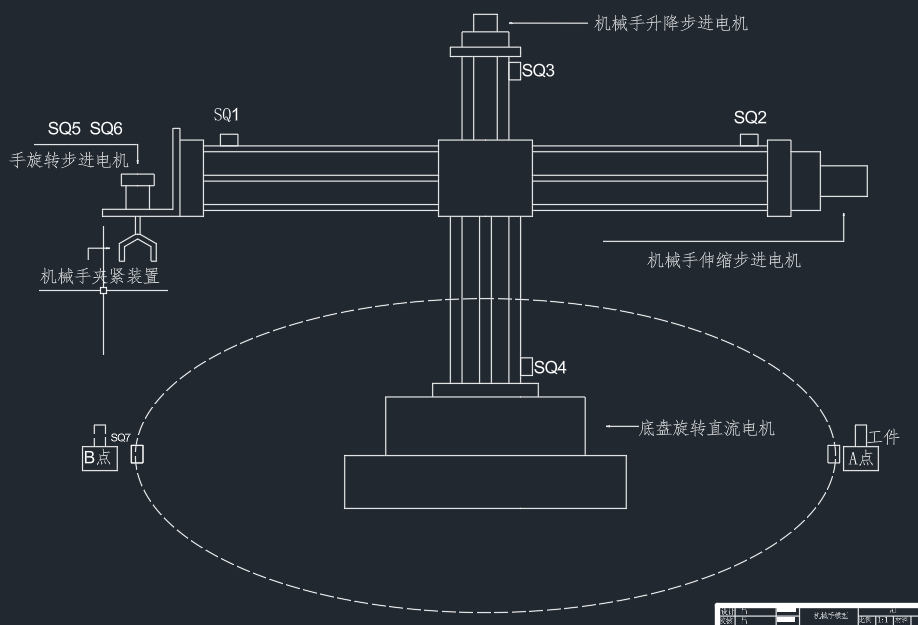
本设计的机械手,它共有自由度5个。即:手臂前后伸缩、手臂上下伸缩、手臂左右旋转、手腕回转、手指的抓握。
1.3夹紧机构
机械手手爪是用来抓取工件的部件。手爪抓取工件时要满足迅速、灵活、准确可靠的要求。设计制造夹紧机构——机械手,首先要从机械手的坐标形式,运行速度和加速度的情况来考虑。其夹紧力的大小则根据夹持物体的重量、惯性和冲击力来计算。则同时考虑有足够的开口尺寸,以适应被抓物体的尺寸变化为扩大机械手的应用范围,还需备有多种抓取机构,以根据需要来更换手爪。为防止损坏被夹的物体,夹紧力要限制在一定的范围内并镶有软质垫片、弹性衬垫或自动定心结构。为防止突然断电造成被抓物体落下,还可以有自锁结构。夹紧机构本身则结构简单、体积小、重量轻、动作灵活、和工作可靠。
夹紧结构形式多样、有机械式、吸盘式和电磁式等。有的夹紧机构还 带有传感装置和携带工具进行操作的装置。本设计采用机械式夹紧装置。
机械式夹紧是最基本的一种,应用广泛,种类繁多。如按手指运动的方式和模仿人手的动作,可分为回转型、直进型;按夹持方式可分为内撑式、外撑式和自锁式;按手指数目可分为二指式、三指式、四指式;按动力来源可分为弹簧式、气动式、液压式等。本设计采用二指式手爪。由可编程控制器控制电磁阀动作,从而控制手爪的开闭。手爪的回转则用一个直流电动机完成,同时通过两个限位开关完成回转角度的限位,一般可设置在180度。
1.4躯干
躯干有底盘和手臂两部分组成。
底盘是支撑机械手的全部重量并能带动手臂旋转的机构。底盘采用一个直流电动机驱动,底盘旋转时带动一个旋转编码盘旋转,机械手每旋转三度发出一个脉冲,由传感器检测并送入可编程控制器,从而计算底盘旋转的角度。同时,在底盘上装有限位开关,最大旋转角度可达180度。
手臂使机械手的主要部分,它是支撑手爪、工件使它们运动的机构。本设计手臂由横轴和竖轴组成、可完成伸缩、升降的运动。手臂采用电动机带动丝杠、螺母来实现伸缩和升降运动。由可编程控制器发出信号控制步进电机运转,同时在两轴的两端分别加限位开关限位。采用丝杠、螺母结构传动的特点是易于自锁、位置精度较高,传动效率较高。
1.5设计要求
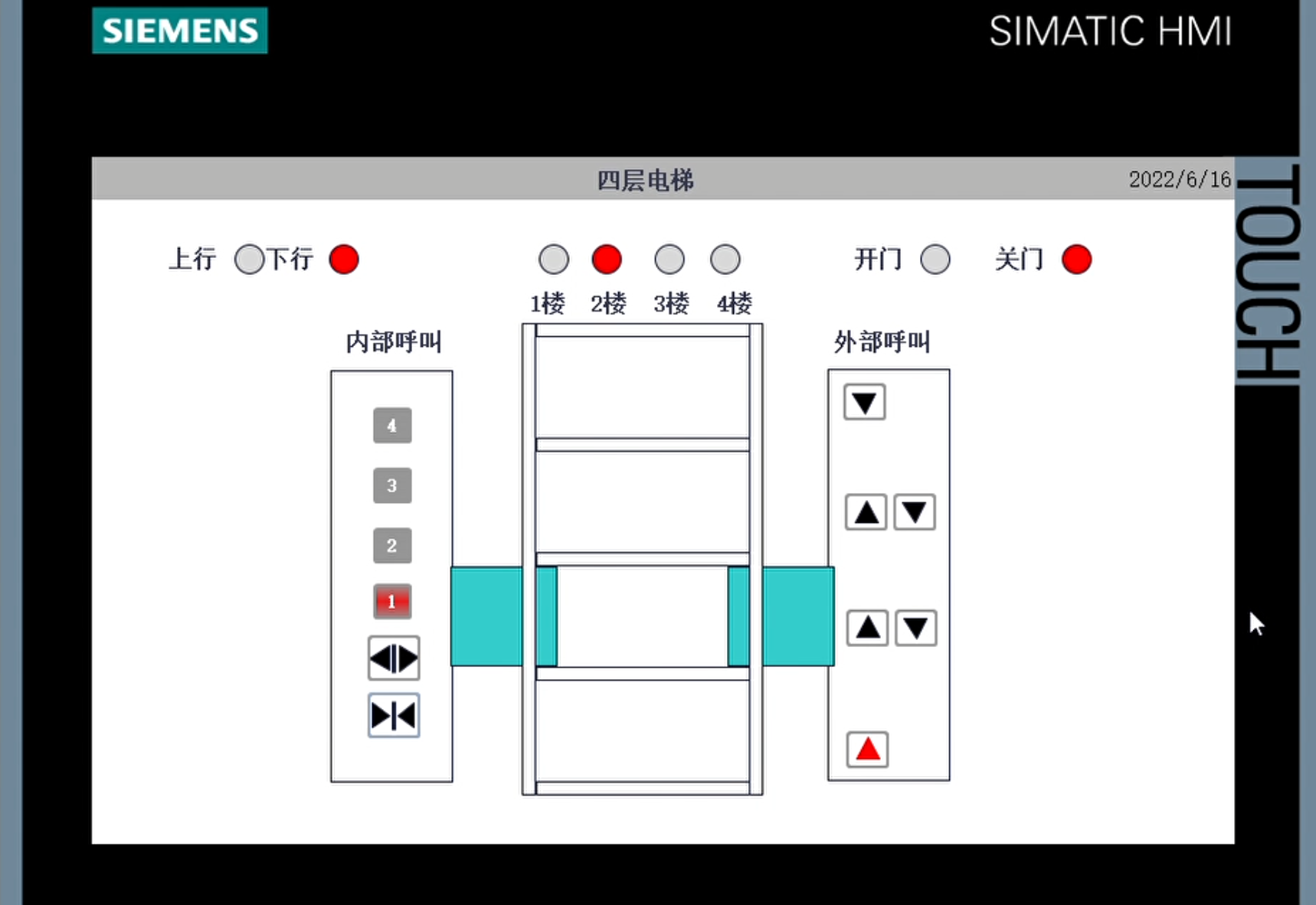
采用PLC构成机械手的自动控制系统,可通过修改PLC控制程序,改变对机械手模型的控制要求。机械手横轴水平面内作前后方向运动,竖轴能在垂直面内作上下两方向运动,底座能作正反两方向旋转,手能正反两方向旋转,并且底座能在任意位置停止的功能。其主要任务是将A工作台的工件旋转搬运到B工作台。机械手的工作方式可分为手动、单步、单周期、连续和回原点5种,各种工作方式的动作及控制要求说明如下。模型如图1-1:

1.6旋转编码盘
机械手底盘和躯干每旋转3度发出一个脉冲,并把信号送回可编程控制器来得到转过的准确的角度。编码盘的机构如图:
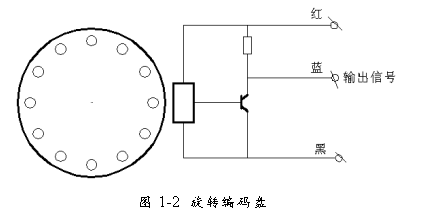
可以通过改变程序中计数器C0的初值来确定所要转过的角度,这里可以通过用手持编程器读出指令表,然后修改得到不同的控制角度。
第2章 控制系统硬件设计
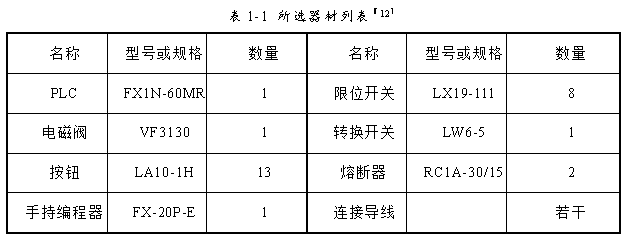
对于机械手的控制系统可以采用多种方式,如继电器控制、单片机控制、PLC控制等。但由于此明确指定采用PLC可编程控制器控制实现,所以,不用我们去考虑控制硬件方案,只是要对PLC进行比较选择。
其余完整内容详见下载
综上,对于被控对象,采用PLC系统与采用其它形式的控制系统相比较,力求具有较好的性价比,使用和维修方便;选用的PLC主机和配置、控制功能等必须能满足被控对象的各种控制要求;选用的PLC主机及配置必须是功能较强的新一代PLC机型,一般最好不要选用旧机型(若采用三菱公司的PLC,则选FX系列,不选F1系列)。同时还应当考虑将来工艺的变化和扩展,在满足确定的要求外,留有一定的余量;确保整个控制系统可靠。还要考虑大家对产品的熟悉程度,以及编程指令的易懂性。在此,我选用三菱FX1N来做控制核心。FX系列PLC是由三菱公司
近年来推出的高性能小型可编程控制器,以逐步替代三菱公司原F、F1、F2系列PLC产品。其中FX2是近年推出的产品,FX0是在FX2之后推出的超小型PLC,近几年来又连续推出了将众多功能凝集在超小型机壳内的FX0S、FX1S、FX0N、FX1N、FX2N、FX2NC等系列PLC,具有较高的性能价格比,应用广泛。它们采用整体式和模块式相结合的叠装式结构,如图2-4。


第3章 软件设计
3.1程序的总体结构
机械手系统的程序总体结构如图3-1,分为公用程序、自动程序、手动程序和回原位程序等四部分。其中自动程序包括单步、连续运动程序,它们合在一起编程更加简单这是因为它们的工作都是按照同样的顺序进行,所以将它们合在一起编程更加简单。CJ是条件跳转应用指令,指针标号PX是其操作数。该指令由于某种条件下跳过CJ指令和指针标号之间的程序,从指针标号处继续执行,以减少程序执行时间,也不会使各段程序同时执行。假设选择“手动”方式,则X0为ON、X1为OFF,此时PLC执行完公用程序后,将跳过自动程序到P0处,由于X0常闭触点为断开,故执行“手动程序”,执行到P1处,由于X1常闭触点为闭合,所以又跳过回原位程序到P2处;假设选择分“回原位”方式,则X0为OFF、X1为ON,跳过自动程序和手动程序执行回原位程序;假设选择“单步”或“单周期”或“连续”方式,则X0、X1均为OFF,此时执行完自动程序后,跳过手动程序和回原位程序。














暂无评论内容